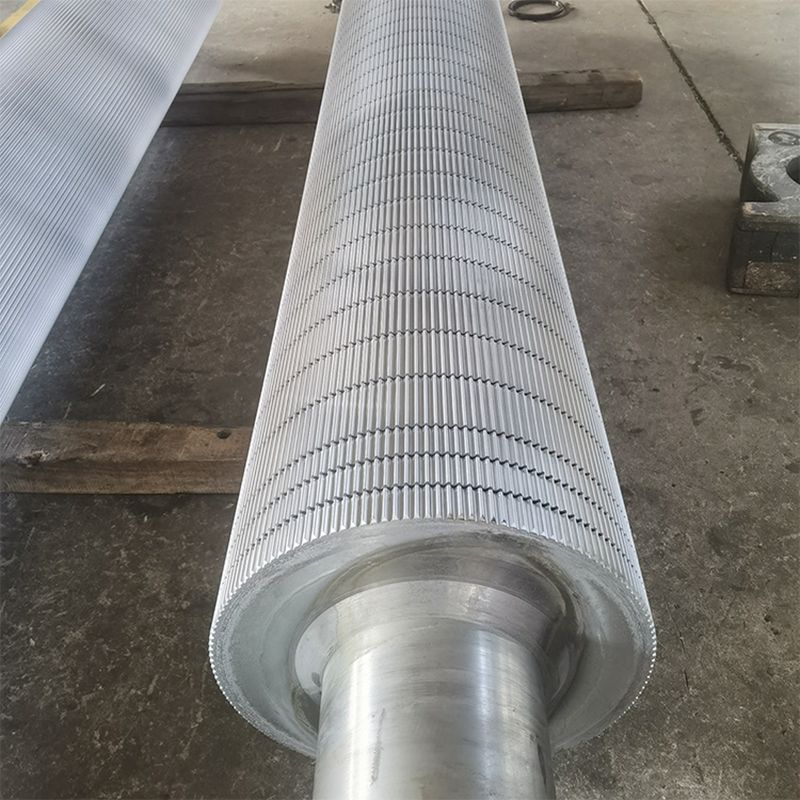





Описание продукции
гофрированные валки являются наиболее важной частью оборудования по производству гофрированного картона и важной ключевой частью односторонней машины. Он обычно изготовлен из стали 48crmoa. После термической и холодной обработки поверхности или холодной обработки поверхности твердость, как правило, выше HRC55.
Структура
Кольца делятся на верхние и нижние. Верхняя и нижняя части ролика имеют внутреннюю резьбу. Эти два ролика совпадают и собираются, и их механизм зацепления отличается от обычного зубчатого привода.
Нижние гофрированные валки являются активными, с шестернями на конце вала. Двигатель вращает нижний гофрированный ролик через редуктор. Верхний гофрированный ролик – ведомый ролик, управляемый сцеплением между зубьями верхнего и нижнего валков. Для формования гофрированного картона между верхними и нижними гофрированными валками необходимо оказывать определенное давление на верхние гофрированные валки. Таким образом, верхний гофрированный ролик в дополнение к вращению вокруг своей оси может двигаться в направлении соединительной линии оси верхнего и нижнего гофрированных валков.
Это движение заключается в том, чтобы оказывать радиальное давление через цилиндр на оба конца верхнего гофрированного валка, так что зацепленный гофрированный валок создает давление на край укуса.
Принцип работы
В процессе глажения и изгиба высокоскоростной непрерывной подачи гофрированный оригинал непрерывно перемещается с верхней частью гофрированного валка под действием онлайн – давления, создавая трение и экструзию. Из – за воздействия примесей и твердых частиц минералов в оригинале, верхняя часть гофрированного валка сильно изношена и постепенно перемалывается из дуги в нерегулярную форму. Непрерывная высокоскоростная работа может медленно снижать высоту гофрированных зубов, так что производство картона постепенно приближается к нижней границе стандарта.
Тип
1 Классификация по типу зубов:
Типичными типами зубов являются a, AC, C, BC, B, be, E1, E2, F и G.
2. Классификация по зубчатой форме:
Обычные формы: U – образная, UV – часть U – формы, ультрафиолетовая часть V – линии, V – форма
3 Классификация по твердости поверхности:
Обычными формами являются поверхностная закалка средней частоты, поверхностное азотирование и поверхностный лазер
4 Классификация по типу поверхностного покрытия:
Обычными формами являются хромированные гофрированные валки и карбид вольфрама.
Параметры продукции
| Виды коррупции | A | C | BC | BC2 | B | D | DE | E | F |
| Волнистая форма | UV | UV | UV | UV | UV | UV | UV | UV | UV |
| Количество поголовья | 34±2 | 38±2
40±2 |
44±2 | 48±2 | 50±2 | 66±6 | 75±3 | 96±4 | 124±10 |
| Высота волны | 4.6-4.9 | 3.6-3.9 | 3.0-3.4 | 2.8-3.2 | 2.6-2.9 | 1.9-2.1 | 1.5-1.9 | 1.1-1.8 | 0.7-0.8 |
| Коэффициент коррозии | 1.51-1.59 | 1.44-1.51 | 1.42-1.49 | 1.40-1.45 | 1.36-1.42 | 1.40-1.41 | 1.35-1.4 | 1.29-1.39 | 1.22-1.26 |